




更新时间:2024-12-27 05:36:08 浏览次数:1 公司名称:许昌 建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |




为什么使用金属带锯床要对带锯条进行磨合。锯床切削液的应用与作用、锯床切削液的作用: 在带锯条锯切过程中,切削液不仅能带走很多的切削热,下降锯切区温度,而且起到光滑,削减齿尖与资料的磨擦,下降切削力,进步锯条耐用度和生产率。切削液一般具有冷却、光滑、清洗避免发生切屑及进步防锈功用。、切削液的经济效益及份额要求: 在带锯床锯切过程中不必切削液,或切削液品种挑选不妥,配比失调,都将导致双金属带锯条锯条齿部过早磨损,严峻的将引起机床零件的发热而缩短运用寿命,然后进步生产成本,下降生产率。切削液的份额是依据资料的机械性能、化学成分,锯齿资料而确定的。引荐份额为:易切钢为%,度钢为%,其他资料为%。切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液。

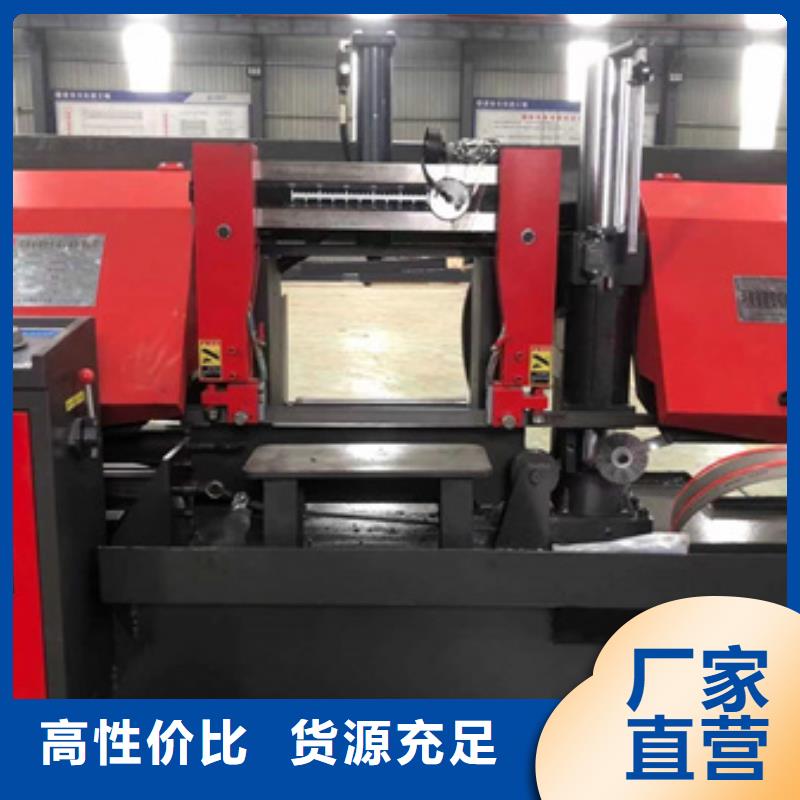
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
箍筋拉爨不需搭接,较之手工作业节省材料,降低了施工成本
由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
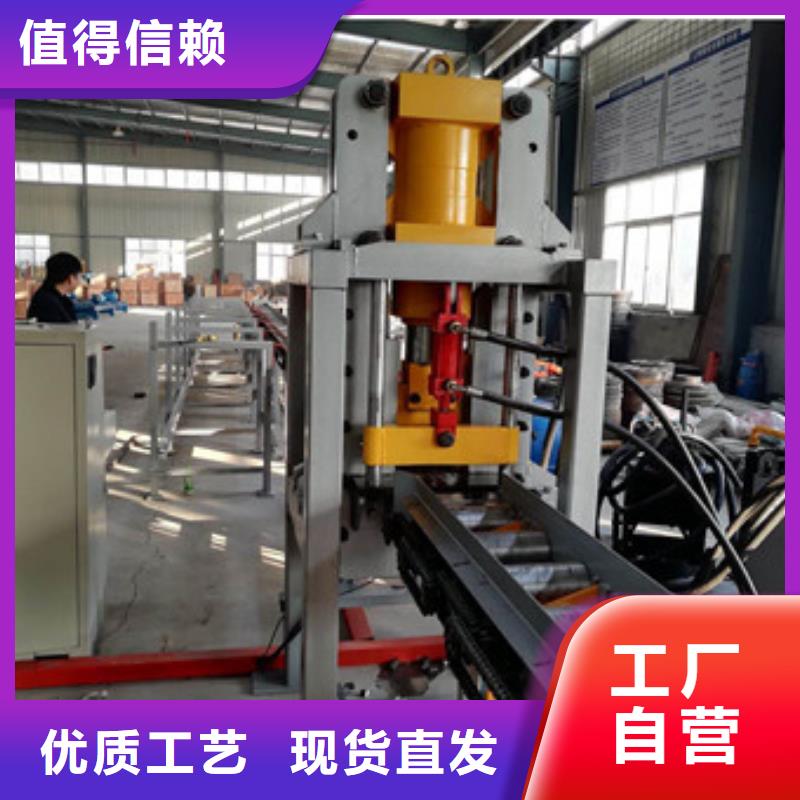
产品特点
自动送线机构,可在线调整间距,误差小,成型质量高。
自动焊机,焊点,减轻劳动强度
变频控制拖笼机构,行走精度高
自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。
自动上料装置,加快上料速度,提率。
模板采用模板环加导管组合,可加速更换笼子直径和变换笼子主筋根数
平立滚式矫治装置,矫直效果好,寿命长。
控制系:PLC,触摸屏,ABB变频器。
一锯床带锯条的常见疑问因操作不妥形成的要素:1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为大意行事,致使工件未夹紧或夹紧的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下被迫打齿。3.安装锯带不到位,锯带背部磨爬锯轮的止口边际,使锯带反常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。
主要包括:机械设备的资产管理、机械设备的状态管理、动力设备与能源管理、机械设备的更新改进、现代管理方法在设备管理中的应用。
一全自动金属带锯床主要技术规格:
 jmc
jmc
13.根据切屑的形状和颜色,调整配电箱右边的调速旋钮,调节到适当的锯切速度,切屑为白色卷屑时较为合适,切屑短而硬呈蓝色应降低进给量,切屑薄而散呈白色则应加大进给量。
14.锯切完毕,锯带会自动停止运转,锯弓上升。
15.按夹钳松开按钮,取出材料。
16.如需自动切割,需要先在手动界面把右下角旋钮转换为自动后在进入自动界面。
17.自动界面操作:按机械回原点,输入需要切割的尺寸及件数,点自动启动即可。
GB4235双立柱卧式带锯床是集机、电、液为一体的全自动带锯床,是锯切较大直径的黑色金属和有色金属等各种型材的设备,具有、节能、高精度等特点。其结构合理,造型美观.
 <云浮>建贸机械设备有限公司
<云浮>建贸机械设备有限公司